

化学工場の事故とHAZOP手法
近畿本部 化学部会(2014年10月度) 講演会報告
日 時
: 2014年10月11日(土) 14:30~16:30
場 所 : 近畿本部会議室
講演 : 化学工場の事故とHAZOP手法
高橋明男 技術士(化学) 高橋技術士事務所 (元 株式会社カネカ勤務)
1.はじめに
化学工場での火災・爆発事故はあってはいけないが往々発生している。最近発生した主な事故3つを上げる。
①東ソー株式会社南陽工場における、塩酸蒸留塔での塩ビモノマー爆発・火災事故(2011年1月:死者1名)
②三井化学株式会社岩国大竹工場におけるレゾルシン酸化反応器での爆発・火災事故(2012年4月:死者1名)
③株式会社日本触媒姫路製造所におけるアクリル酸貯槽での爆発・火災事故(2012年9月:死者1名)
本日は①の例を考に、HAZOP(HAZard & Operabillity)手法を紹介する。
2.HAZOP手法の位置づけ・考え方
HAZOP手法は、新規化学プロセスにおけるプロセス危険性を特定するため、潜在危険性を全て洗い出し、影響と結果の評価を基にして、安全対策を講ずることを目的に開発された手法である。リスクマネジメントとしては、厚労省の化学プラントにかかる3大リスクアセスメントの一つとしての位置づけ、ならびにJISQ31010で概要・手法の紹介とともに、他手法と特色を比較する方式で記載されている。HAZOP手法の主な考え方を、次の①~③に示す。
①適切に設計された化学プラントは、設計意図どおりの状態を維持しながら運転する限り安全であるが、「ズレ」が生じたときに事故が起きる。
②考えられるズレを全て事前に把握しズレ発生の防止、ズレても危険状態への発展を防止すれば安全を維持できる。
③手法の特色は設計意図からのズレ(プラントの異常)に着目することにある。
3.HAZOP手法の特長と、長所・短所
プラントを構成する機器の間に設置するライン(二つの機器の間の配管など)1本毎に、プロセス異常が進展した場合システムのどの様な影響や結果が現れるかを、網羅状に検討する手法である。この方法の最大の長所は見落としが少ないことにある。一方、短所は時間がかかること、見落としをせず効率的に行うには経験の深いリーダーが必要なことにある。
4.東ソー南陽工場の、第2VCMプラントの事故事例
1)全体の概要
塩化ビニルモノマー(VCM)の製造プラント3系列の内、第2系列での事故である(プラントは自社技術で2006年6月に完成)。2011年11月13日(日)3:39 に緊急放出弁故障を発端としてプラントを緊急全停止(5:57)し、液抜き作業を行っていた。事故は15:15頃に塩酸一時受けタンクからガスが吹き出し、15:24にHCl蒸留塔の環流液槽が爆発炎上した。近隣装置に延焼し鎮火は翌日7:00頃となり、近隣住民に屋内待機(17時~翌7時)の要請が出た。なお、死亡者は製造係長である。
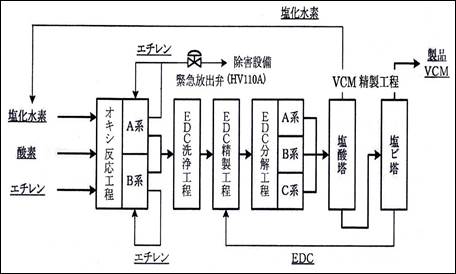
2)事故に関連したフロー
オキシ反応工程(2系列) C2H4+2HCl+1/2 O2→C2H4Cl2(EDC)+H2O
EDC熱分解工程(3系列) C2H4Cl2+→C2H3Cl(VCM)+HCl
VCM精製工程・・・・・ 塩酸塔でHClを除去回収し、塩ビ塔でVCMとEDCを分離
3)原因と考察
オキシ反応工程の緊急停止により、EDC分解工程の生産量が急減し、塩酸塔(精留塔)への供給量も急減した。このため精留塔(全50段)で運転の目安としていた第18段の温度(80℃)が57℃に下がった。温度を正常値に戻すため加熱蒸気を増加し環流量を絞った。本来は塔頂、塔底の温度を配慮する必要があるのに配慮しなかった結果、塔頂温度が上がりHClにVCMが混入した。HCl環流液受器にVCMが混入した結果、VCMとHClの反応(1,1-EDC生成)が起こり事故となった。
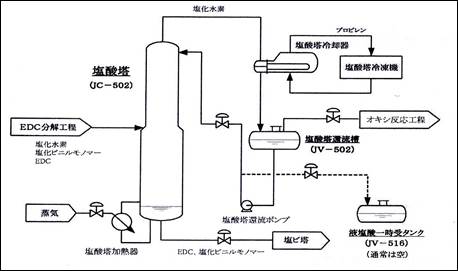
事故後の調査の結果、HCl環流液受器(鉄製:鉄は無水HClの耐蝕材)にFeCl3が見つかった。反応への触媒作用を調べた結果FeCl3はFe2O3の20倍の触媒効果を持つことが分かり、急激な反応発生原因と解明できた。なおFeCl3が生成した原因は、シャットダウン時等に水分が混入していたことによる鉄の溶解であり、再発防止のため槽内の脱水確認が追加された。
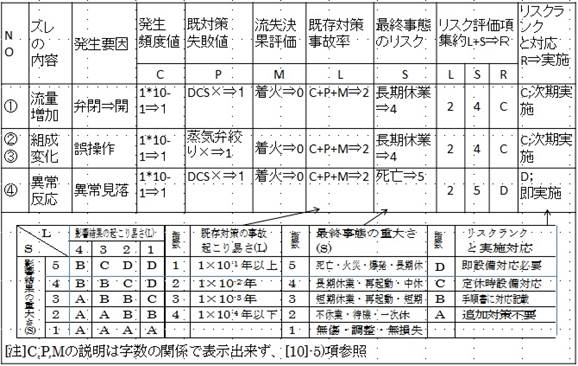
5.事故発生箇所のHAZOP手法によるリスク評価と対応の概要紹介
事故に関連する工程をHAZOP手法で解析した結果を次に示す(詳細説明は省略)
HAZOP手法による解析のために必要となるメンバーの編成は次の通りである。
①プロセス ②計装 ③機械 ④電気 ⑤保全 ⑥運転 ⑦購買など
必要とする主な資料として次が上げられるが、その収集と作成には注意力が必要である。
①プラント配置図
②原料から製品に到る物性データ
③プロセスフローシート
④PID
⑤プロセス機器の仕様一覧表
⑥運転マニュアル
⑦類似事故事例情報 ⑧関係法規類
6.まとめ
事故発生の防止には教育が大切であるが、緊急時の安全レベルを向上させるためには、人的対応だけに頼るのでは無くHAZOP手法で解析し、システムでの対応に変えていく必要がある。
Q&A (多数の質疑がなされたが代表例のみ紹介する)
Q HAZOP手法は手間とお金がかかると思うが、どの程度の企業が導入しているか。
A 中小規模では難しいと考えているが、日本の大きな企業では半分くらいでの導入と考える。
(文責 藤橋雅尚、監修 高橋明男)