

悪臭防止法に基づく鋳物工場の環境保全
環境研究会総会 会員講演会
日 時;2019年5月16日(月) 18時50分~19時40分
場 所;大阪市アーバネックス備後町ビル3階ホール
講演1 悪臭防止法に基づく鋳物工場の環境保全
講 師;坪田 博隆 技術士(機械部門)
本日の講演内容は、環境省の依頼で今年1月28日に、公益社団法人 におい・かおり環境協会の臭気対策セミナーで発表した資料をもとにまとめたものである。
1.悪臭防止行政
悪臭防止法は、昭和46年6月に公布され、工場その他の事業所における事業活動に伴って発生する悪臭について必要な規制を行い、その他悪臭防止対策を推進することにより、生活環境を保全し、国民の健康の保護に資することを目的としている。法体系は国、都道府県、市町村が行う事務、臭気を発する事業所の対策に分けられる。
法規制は、都道府県知事または市長が指定する規制対象地域のすべての工場を対象とし、平成28年では1,283市区町村(全市区町村の73.7%)が指定している。規制基準は、特定悪臭物質(22物質)の濃度による規制または臭気指数による規制のどちらかの方法から選択される。
事業所が守らなければならない基準は次の3つである。
①敷地境界線(第1号基準)
②気体排出口(第2号基準)
③排出水(第3号基準)
第1号基準は、第2,3号基準の基礎となる基準で、臭気指数(*1)10~21の範囲で都道府県知事等が設定する。
第2号基準は、第1号基準をもとに拡散計算により算出する(排出口の高さ≧15mの場合、臭気排出強度、排出口の高さ<15mの場合、臭気指数)。
第3号基準は、第1号基準値+16と決められ、三点比較式フラスコ法で評価する。
周辺住民の生活環境が改善されない場合は、市町村長は、悪臭原因物を発生している事業者に対し、改善を命令することができる。また、悪臭原因物の排出防止設備の設置、事故時の状況および応急措置等の必要な報告を求めることができる。
*1臭気指数:試料を臭気が感じられなくなるまで無臭空気で希釈したときの希釈倍率の対数値に10を乗じた値で、平成7年に導入された評価指標。
2.中子ラインの消臭対策
エンジン用クランクケースの鋳物製品は、主型と中子を組み合わせた鋳型に溶けた鋳鉄を流し込み製造する。
クランクケースの鋳型の中子には、カム中子、水路中子、ポア中子等があり、金型(木型)に砂を詰めて製造する。中子製法のひとつであるコールドボックス法では製造促進剤としてフェノール樹脂、硬化剤としてポリイソシアネートを砂に添加しトリエチルアミンガスを充填硬化させるため、臭気が発生する。シェルモールド法ではフェノール樹脂をコーティングした人工珪砂を用い、熱で焼き固めるときに樹脂が溶けて臭気が発生する。
コールドボックス法ではアミン、シェルモールド法ではベンゼン、アンモニア、アルデヒドが臭気成分である。中子の消臭対策として香料や着色料等を含まず天然成分のみで作られた臭気中和剤「エコソープ」(以下、ESと称す)を用いた。ESは、直接におい成分に作用する反応型の消臭剤である。例えば、アンモニアガスにESが反応するとアンモニア有機塩を形成することで消臭される。臭気指数27(臭気濃度500)であった原臭は、ES添加により臭気指数21(臭気濃度130)まで改善された。
実際にはESと同じ成分である業務用消臭剤フレッシュウエーブIAQを用いて、気化散布管を製造ラインに設置して消臭対策を行っている。フレッシュウエーブIAQは、米国環境保護庁(EPA)の認証制度で認められた環境やさしい製品である。
3.鋳造冷却ラインの脱臭対策
鋳造工場は、冷却ライン排気(2000?/分)を行っているため、黒煙と鋳物臭が常時排出されており、風の向きや強さにより周辺地域の生活環境に影響を及ぼす。大阪市環境規制値である臭気指数10以下を遵守するために脱臭と無煙化の課題があり対策として排気処理装置の導入が不可欠であった。
まず、現状の排ガス分析を行った結果、アンモニア、トリメチルアミン、アセトアルデヒト、ベンゼン等の臭気物質が検出された。また、排出口から黒煙が発生していた。
無煙化と脱臭の両方を満たす方式として、炭酸カルシウム(トナー)でタール分を吸着させ、集塵機で吸着物を除去し、その後に臭気成分を脱臭する「炭カル集塵活性炭方式」を新たに開発して対策を行った。
煙突から排出される排出口での排出ガス濃度は、環境省の「においシミュレーター」を使用し、周辺最大建物高さ15m、排出ガス流量1690 N?/分、敷地境界線上の臭気指数10等の条件にて算出し、煙突の高さを23m、排出口における許容臭気指数40に決定した。
今回採用した脱臭・集塵装置の設置後、2015年2月~2016年2月まで脱臭・集塵装置の入口と出口の臭気指数を2か月ごとに測定し評価した。7月~10月の臭気指数は出口の方が入口より臭気指数が高かったが、原因は夏場の気温上昇に伴い活性炭が吸着成分を放出したためと判明した。また、夏場は、排気中の油分の粘度が下がり、炭酸カルシウムとよく絡まることで入口側の臭気指数が下がり脱臭にも効果があることがわかった。
さらに夏場はタール成分が炭酸カルシウムに絡まり集塵機ろ布の目詰まりが発生していた。対策として、衝撃エア洗浄によりダストを落下除去させることで目詰まりを解消させ、ろ布性能を回復させている。
今回設置した炭酸カルシウムを活用した活性炭吸着方式の排気処理フロー(図参照)により、臭気指数35のライン排気臭気を排気処理装置出口で臭気指数25に改善できた。また、23mの煙突から排気することで敷地境界上の臭気指数10を達成し、同時に煙突排気口から黒煙も観察されなかった。
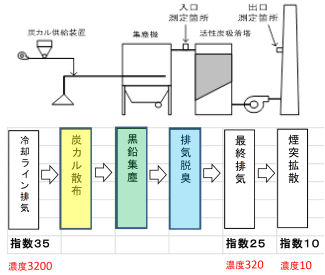 排気処理フロー図
排気処理フロー図
全体をまとめると、次であり
1.鋳造冷却ライン排気の無煙化と排気臭気低減を達成した。
2.大阪市環境規制値である臭気指数10以下を達成した。
3.本改善後4年経過したが、周辺住民からの苦情はゼロを維持している。
今後も環境保全(粉塵、振動、騒音、大気、臭気)に配慮しつつ、都市型で持続可能なクボタ鋳造マザー工場を継続していく。
<参加者からの質問とコメント>
質問1:粉塵集塵の経験からいうと原則は発塵源で対策する方が良いのでは。発塵源で除去することの方がエネルギー効率がよいと思われるがどうか。
回答1:鋳物工場では必ず発塵する。バッチ式の小さい集塵装置ではなく、発塵箇所にはフードをつけ、工場内の排気ダクトを通して屋外の大型集塵機で集塵排気する方式をとっている。
質問2:集塵機にはフィルターを付けられているが、剥離性のよいものにするとか工夫は
回答2:黒煙とタールの両方を除去する必要がある。タールをとるために炭酸カルシウムを添加して除去しており、炭酸カルシウムを活用した新しい方式である。
質問3:活性炭はどのようなものを使っているか。(化学物質をとるためには各種ある)
回答3:黒煙とタールをとった後、排気中の臭気を除去するもので、活性炭はポテトチップの形状のようなものである。活性炭メーカからの情報により選定し採用した。
質問4:排ガス処理装置の中で活性炭方式の場合、吸着再生が必要である。バグフィルター設置とか吸着再生が必要でライフサイクル的に考えた場合、燃焼式が良いのでは。
回答4:活性炭は1年間使用した後に、ばい焼し吸着物を除去しリサイクルを行っている。廃棄するにも天然のもので環境に優しい。ガス燃焼ではCO2ガスが出ること、コスパから活性炭方式とした。
 講師 坪田技術士
講師 坪田技術士
(文責 奥村 勝、監修 坪田博隆)